Insight, 35,15-22 ,
1992.
The Classification of
weld defects from ultrasonic images: a neural network approach
C G Windsor, F Anselme, L Capineri
and J P Mason Addresses and biographies
are at the end of the paper.
Abstract:
Neural
networks are shown to be effective in being able to distinguish crack-like weld
defects from more benign volumetric defects by directly analysing the images
collected from ultrasonic scanning. The performance is similar to that of
existing methods based on extracted feature parameters. In each case around 94%
of the defects in a database derived from 84 artificially-produced defects of
known type are placed correctly into one of four classes: rough and smooth
cracks, slag and porosity. However, the methods based on classification
directly from the ultrasonic image are faster, and the speed is sufficient to
allow on-line classification during data collection. A prototype based on the
Harwell ZIPSCAN ultrasonic scanning system is described.
 Figure 1:A typical scanning system for detecting defects
within a weld using an ultrasonic probe. Pulses of ultrasound are emitted by
the probe and reflected from the defect, possibly after reflection from the
back wall. The reflected sound is measured as a function of time to give the
defect range, knowing the sound velocity
Figure 1:A typical scanning system for detecting defects
within a weld using an ultrasonic probe. Pulses of ultrasound are emitted by
the probe and reflected from the defect, possibly after reflection from the
back wall. The reflected sound is measured as a function of time to give the
defect range, knowing the sound velocity
1. Introduction
The inspection of large welded components
such as pressure vessels and pipes often requires the collection of data from
hundreds of metres of weld, followed by a rigorous characterisation to detect
significant defects. This characterisation is at present performed largely by
human operators; often after the data collection from the weld has been
completed. The human eye is unparalleled in its ability to recognise
significant patterns after a period of suitable training and experience.
However, even the best operators suffer from fatigue and loss of concentration,
so human error cannot be neglected. An automated characterisation offers the
possibility of an impartial, standardised performance 24 hours a day.
In this paper we discuss how neural networks
may be used to assist in the automation process, by providing a rapid and
accurate characterisation of a number of different defect types. In section 2
we consider the problem in general, defining the different classes of defect
considered in this study, the conventional approach of feature extraction, and
how neural networks may find application in this area. Section 3 presents a
comparison of neural networks with a number of classical techniques for
classifying feature extraction data. The results of such comparisons suggest
that the best opportunity for neural networks lies in their potential to
analyse the data at an earlier stage, prior to feature extraction.
A series of comparisons is presented in
section 4 where it is argued that a number of direct approaches are able to
match the success rates achieved through the feature extraction, whilst
offering a potential for on-line detection by virtue of their high speed of
operation. The demonstration of an on-line system is described in section 5 and
its development in the future is discussed in section 6. We draw some final
conclusions in section 7.
2. Automatic Defect Characterisation
during Ultrasonic Inspection
2.1 Weld defects
Ultrasonic data from welds
are frequently collected from transducers emitting and receiving pulses of
ultrasound in a directional beam at one or more angles to the inspection
surface (see for example Figure 1). In an automatic data collection system,
recordings are made of the reflected ultrasound signal intensity as a function
of time - the "A" scan. Spatial scans are then generally made
perpendicular to the weld length. This set of A scans forms a two-dimensional
pattern of intensity as a function of range (depth) and position (stand-off
distance from the weld centre), known as a "B" scan. Often sets of
these B scan images are made at intervals along the length of the weld, and at
various probe angles.
Any defect which is present in the material
will reflect the ultrasound in a pattern characteristic of its type. The four
types considered in this study are illustrated schematically in Figure 2. They
are:
(i)Rough cracks. These are the most
dangerous defects. They generally lie close to a plane, but have irregular
facets which reflect ultrasound from several angles.
(ii)Smooth cracks. Such cracks, or
lack of fusion defects, act as planar reflectors and reflect ultrasound only
near the angle for specular reflection.
(iii) Slag inclusions. Slag inclusions are point-like and
reflect sound from any angle.
(iv)Porosity. Porosity comprises many
point-like defects, which again reflect sound from any angle. 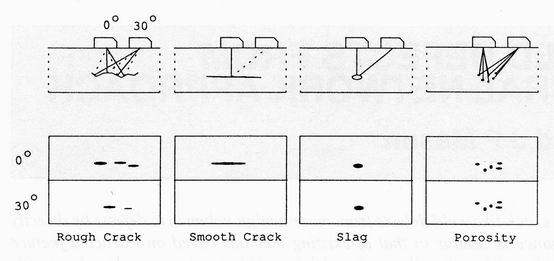
Figure 2:Schematic
diagrams of the types of weld defect considered in this work. The upper part of
the figure shows the beams reflected (full lines) and not reflected (dashed
lines) by each defect. The lower part of the figure shows the generic form of
the images at the two angles
Figure 2 also indicates an idealised
ultrasonic image which might be expected from each defect type. In
differentiating the defect types it should be noted that another important
aspect is the position of the defect with respect to the geometry of the weld.
Smooth cracks are likely to be aligned parallel to the weld metal interface,
whereas rough cracks are most often found near the weld root. Slag and porosity
are only found within the weld metal volume.
Consideration of the physical characteristics
which typify the defect type can play a key part in the classical approach to
the present problem. This approach consists of extracting suitable features
from the complex ultrasonic signals, and using these feature values as input to
a classifier. The application of this technique to weld defect characterisation
is discussed further in the next section.
2.2 Characterisation by feature
extraction
Trained human operators
characterise defects from the general appearance of the patterns from probes with
different angles, and the calculated position of the defect with respect to the
weld. Each pattern is different, but the human eye, or rather the human brain,
is readily trained to observe "features", or distinctive
characteristics of each class.
Extensive work has been performed by Burch
and his co-workers(1)(2) to perform defect classification
automatically from features extracted from sets of B scans carried out along a
weld at 2 or 3 different probe angles. Such data can be processed into a
pattern of reflected ultrasound intensity as a function of four different
parameters: depth; stand-off distance; position along the weld; and probe
angle.
Burch et al collected a series of 112 such
ultrasonic images from welds in which defects of a defined type had been
artificially induced. It was found that the data from these images could be
accurately classified on the basis of the values of four extracted features:
(i) Amplitude: the ratio of the signal intensity at high and low
angles - low for smooth cracks.
(ii) Kurtosis: related to the spread of the signal in depth - high
for rough cracks and porosity.
(iii) Sphericity: the deviation of the defect from a plane - high for
porosity.
(iv)" KM" related to the spread in the reflected signal amplitude
with ultrasound angle.
For classification purposes a Bayes
classifier was used(3) in which each defect type was assumed to give
rise to a Gaussian probability distribution in the four-dimensional feature
parameter space. As only a small dataset was available to be used for both
training and testing, a "leave-one-out" method was adopted in which
all but one of the points was used as the training set, and the excluded point
was used as a test point. This was repeated with each point in turn being left
out whilst a running total of the success rate was maintained. In such testing
on the present problem, a 100% success rate could be achieved.
2.3 Classification using neural networks
- a new opportunity
The idea of mimicking the way in which the
brain behaves in order to carry out the sort of tasks at which humans are
particularly skilled is not new. In the 1940s, Hebb and others correctly saw
the brain, not as a single computer, but as a network of independent
computational elements, the neurons, each of which operates in parallel to form
a collective tool of great power.
In the 1980s an explosion of activity took
place as it became clear that artificial neural networks of quite modest size
could perform powerful computational tasks such as face and speech recognition.
Suitable reviews of the whole field are available (4) Here we
briefly introduce the type of neural network used in the present application to
classify defect types from the multi-dimensional images measured by
ultrasonics. In this application the neural net may be used merely as a
classifier of suitable features extracted by classical methods, or it may be
used for the more complex task of analysing the raw image data, and so
incorporating the feature extraction process.
Figure 3 illustrates the analogy between the
way the eye might classify an ultrasonic image and the way an artificial neural
network might do the same task. The eye scans the image by sweeping its focus,
the fovea, over the image and passes it along the optic nerve to the retina
where the image analysis occurs. Layers of neurons receive the image and relay
the signals simultaneously to many of the neurons in the following layer. Each
of these neurons evaluates a new signal which in turn is passed on to the
neurons in the following layer. In some way, not yet fully understood, each
layer serves to pick out increasingly abstracted features of the image. The
final process is a perception by us of a classification. 
Figure 3. An ultrasonic
image as seen by the eye and by an artificial neural network. In the eye, as
the image is scanned, the optic nerve passes it to the visual cortex for
analysis, where layers of neurons act as feature detectors which pass on
signals from which a decision is made. The receptive field MLP model is very
similar; the field is swept over the image, and the excitation level of each
pixel is fed to each of several hidden units, which again act as feature
detectors
The most widely used artificial neural
network, the multilayer perceptron (MLP) mimics the layered structure of the
retina by supposing a few layers of neurons, each of which is fully connected
to those in the next layer. The fovea may be modelled by a receptive field,
which is scanned across the image. The signals from the pixels in the receptive
field are fed simultaneously to the second layer of neurons, the "hidden
units". Each neuron sums the inputs from each pixel, after multiplication
by "weights" representing the strengths of the connections between
neurons. These neurons behave essentially independently, switching to a level
defined by the weighted input signal and in turn feeding signals to other
neurons. The hidden units act as "feature detectors" which respond to
some common characteristic of a set of images. The activation values of the
neurons in the final layer, the "output units", are used to define
the classes being distinguished. For example one neuron may be allocated to
turn on for a crack defect whilst another is activated when a slag defect is
presented as input.
The network, as thus defined, reflects at a
very crude level our knowledge of how biological systems respond to external
stimuli. What is less clear is how to copy the human's ability to learn from
experience: How do we derive the values of the weights which connect the
neurons, since these are what determine the response of the network for any
given input image? To date the approach has been to set the weights during a
'training' phase in which a suitable algorithm is allowed to adjust the weights
in such a way that over the set of images used for training, the output units
respond as closely as possible to the class of defect of the image.
The error back propagation method of
Rumelhart et al (5) defines one algorithm for training the network.
It is an iterative procedure involving the repeated presentation of each image
in the training set to the input units, propagation of the signals forward to
calculate a set of output signals, and then propagation back of an error signal
(a measure of the difference between the actual and desired output). This
signal is then used to adjust each weight in a direction guaranteed to reduce
the overall error.
Error back propagation is computationally
intensive, although improved optimisation techniques, such as conjugate
gradient methods, mean that very much faster and more robust results can now be
achieved compared with the original gradient descent algorithm proposed by
Rumelhart et al. Moreover, once trained, the network can classify a new pattern
in a single forward pass through the network, which may take only a few
computational cycles. In an application such as defect characterisation, the
training need be learned only occasionally. In the main task of classification
the network need only operate in the fast, forward propagation mode.
The back propagation method has no
biological justification but it certainly acts as a powerful statistical
classification algorithm for non-linear mapping of some input image into
classes. The biological "cycle time" is some tens of milliseconds,
and the human eye can indeed classify in a few tens of this cycle time. The
promise of neural networks is that, implemented in silicon, and using parallel
computational techniques, the classification can be performed in a few tens of
a cycle time of nanoseconds.
Neural networks may also be used in a
conventional way to classify ultrasonic images on the basis of extracted
features (6)(7)(8) rather than from the raw image data. More
recently expert systems have also been used to apply rule-based methods to
extracted features (9). Before exploring the use of neural networks
for image classification we shall therefore first see how they compare in
performance with conventional classifiers when dealing with extracted feature
data. 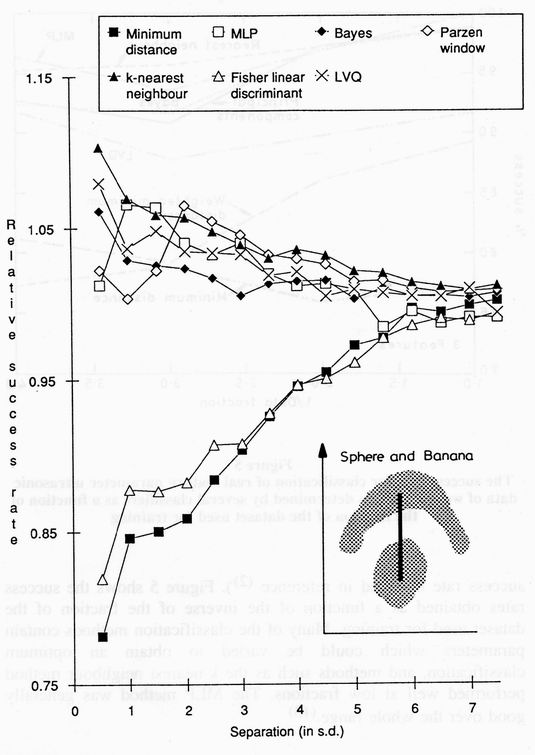
Figure 4:The success
rate for classification of test points belonging to one of the two (a spherical
and a banana-shaped) probability distributions illustrated. The relative
performance of each classifier is plotted as a function of the distance between
the centres of the two distributions
3. A Comparison of Neural Network and
Conventional Classifiers
3.1 Generic studies Project ANNIE (Applications of Neural Networks for
Industry in Europe) was carried out as part of the European Community's ESPRIT 2
programme, and had as one of its objectives the comparison of neural network
with conventional classifiers (10) In order to make such comparisons
of general applicability, studies were made of the performance of a variety of
classifiers on artificially generated generic datasets whose properties - such
as dimensionality, cluster shape, cluster overlap and number of examples -
could be varied at will.
The choice of cluster shapes was guided by
experience of the sort of feature space distributions found commonly in
realistic problems, such as a spherical cluster representing one class and a
banana-shaped cluster representing another. A suitable parametric description
of each of these two distributions was defined with the probability density
falling off in a Gaussian fashion as the distance from the class centre
increased. Data was generated by sampling points randomly according to these
probability distributions. By varying the separation of the means of these two
clusters, different datasets could be produced in which the difficulty of
obtaining accurate classification could be controlled as required.
The performance of a variety of different
classifiers (for descriptions see (11) for the conventional methods,
(12) for learning vector quantisation (LVQ) and (5) for
the MLP using error back-propagation) are shown in Figure 4. At large
separations, there is little overlap between the clusters so the problem is
easy. At closer separations the sphere may lie within the arc of the banana
shape. Although the class overlap is still low, to be successful any classifier
must be able to generate a curved decision boundary.
Certain classifiers, such as the minimum
distance and Fisher linear discriminant methods are constrained to produce
linear boundaries; these perform badly at small class separation, whilst others
which have no such linear constraint - such as the k- nearest neighbour method
- continue to perform well. However, when the degree of overlap becomes very
large the k-nearest neighbour method develops an inappropriate convoluted
boundary around particular training points and its performance degrades. The
MLP using error back-propagation can similarly overfit the training data if
applied with too many adjustable weights.
3.2 Real feature data
We also examined the performance of the
different classifiers on the real feature space data obtained as described
above in section 2. (Note, however, that the earlier data of reference (1)
was used for which there were only 66 defects and the KM feature parameter was not
available. This meant that it was not possible to achieve the 100% success rate
obtained in reference (2). Figure 5 shows the success rates obtained
as a function of the inverse of the fraction of the dataset used for training.
Many of the classification methods contain parameters, which could be varied to
obtain an optimum classification, and methods such as the k-nearest neighbour
method performed well at low fractions. The MLP method was generally good over
the whole range(13).
3.3 Conclusions
The clear conclusion that emerged from the
studies of both generic and real feature data was that several appropriately
chosen methods, both conventional and neural network, were able to give very
similar results when presented with the same data. An MLP can describe the
arbitrary boundaries between the clusters in feature space, but so can the
Parzen window and k-nearest neighbour methods. Performance is more closely
related to the degree by which the information in the data matches the
complexity of the classifier. An MLP or learning vector quantisation approach
must be tuned so that the number of adjustable weights is appropriately less
than the number of features in the training set. It can be argued that this ad
hoc approach is little better than other parametric methods. A clear
potential advantage of neural network methods in general is their speed in
carrying out classification. In the present case, however, such an advantage is
not important, so the methods appear to offer no critical advantage in performance
over the best choice of conventional methods for classification of features in
a few dimensions. 
Figure 5:The success
rate for classification of real feature parameter ultrasonic data of weld
defects as determined by several classifiers as a function of the fraction of
the dataset used for training
4. Characterisation from Ultrasonic
Images
While the feature extraction method
described above has been shown to give good results for characterising
ultrasonic defect images, the computation of the feature parameters can be
complex and provide a bottle-neck to implementation of an on-line system.
Another drawback is that the determination of optimum features can require a
considerable amount of study and must be repeated for each type of problem
tackled.
To counter these disadvantages, further
studies within the ANNIE project considered whether the ultrasonic image data
could be used directly as the input to neural network and other adaptive
learning methods. The hope was that the labour in deciding the best features
would be eliminated since the training process itself would pick out those
combinations of data from the image which are characteristic of each class.
Unfortunately, when treating the entire image as the input space each example
becomes a single point in a high dimensionality feature space in which each
pixel is a feature. The problem is that trivial changes to the image which make
no difference to the defect characterisation, such as a translation by one
pixel, will result in a change to every feature value and break up any obvious
is clustering of classes.
A naive approach in which the complete image
is used as the input to an MLP is therefore unlikely to be successful,
especially if only comparatively few example images are available for training;
the network would need to learn that transforms such as translation of the
image should have no effect on the classification, and would need to create
wildly complex decision boundaries. To stand any chance of being successful, it
is therefore necessary to build in suitable prior knowledge about valid
transformations, so that the neural network learning can be focussed on
distinguishing genuinely different features between image types of each class.
4.1 Characterisation of artificial
generic images
The first stage of evaluating the direct
approach was made with artificially generated images, designed to mimic the
type of problems encountered with real ultrasonic images. Figure 6 shows some
of the images used. Arbitrary numbers of these images could be readily
generated, but to represent the likely number of real examples which would be
available, we limited the numbers to 40 images for training and 160 for
testing. A variety of conventional methods were compared, including template
matching, a moment expansion and an adaptive receptive field. 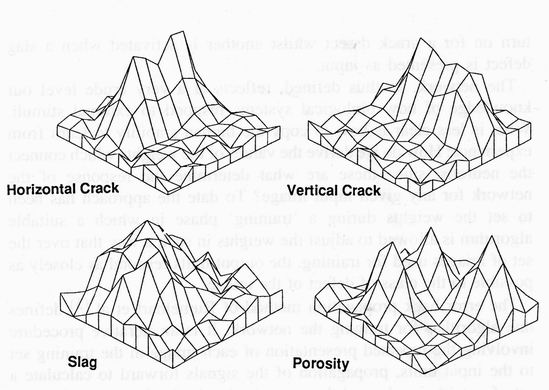
Figure 6: Artificially
generated images designed to mimic ultrasonic data from four classes of defect.
Large datasets of such images could be generated with variable defect sizes,
shapes, spreads, statistical noise and background level
Template Matching
The template matching method consisted of
averaging the images of every example of the same defect type in the training
set (having first translated the images so that their centres of gravity were
in the same position). The test images were compared with each of the defect
templates, and the template giving the lowest least squares deviation
determined the defect type.
Moment Expansion
The moments method consists of evaluating
the x and y radii of gyration of the image intensity about its centre of
gravity. Vertical cracks have a low x-axis radius, but a high y-axis one; the
reverse is true for horizontal cracks. Slag defects have low radii in both
directions, and porosity high radii in both directions. Thus, in principle, a
classification can be made from these two radii alone using a simple classifier
such as k-nearest neighbour.
Adaptive Receptive Field Method
Receptive field methods are closely allied
to biological vision systems in which fovea sweep across a scene and respond to
standard parts of images. They are based on defining suitable filters (small
scale images) which can be scanned across the image under investigation. The
response or activation of the receptive field at any particular position is
then given by the correlation of the filter with the underlying image, and a
maximum activation can be found which located that part of the image which is
most similar to the receptive field.
To determine the optimum receptive field for
each defect type we adopted an iterative, adaptive procedure in which an
initially random field was swept across images of one defect type. At the
position of maximum activation, some fraction of the underlying image was added
to the filter in a pixel-by-pixel fashion. This was done repeatedly until a
stable field resulted. Classification of test images was achieved by sweeping
the receptive field of each defect type across the image and seeking the
maximum overall activation.
Neural Network Methods
For comparison purposes three neural network
based methods with supervised learning were also investigated: a fully
connected MLP network; a hybrid method incorporating a receptive field which
provided inputs to an MLP network, "and a special variant of an MLP
network in which tolerance to translation is built in by ensuring that the
weights in layers of the network are common - shared weights network method
(see for example (14)).
In the receptive field MLP method, portions
of the images around the defect centre of gravity were presented as training
images to an MLP network whose number of inputs equalled the number of pixels
in the receptive field. With an output unit for each of the defect classes, the
network could be trained by supervised learning. In testing, the receptive
field was swept over the image and the class determined from the output giving
the largest excitation.
The shared weights method is a related, but
more powerful, algorithm in which the full image is presented to a back
propagation network, but where constraints on the weights ensure that the
response of the network is invariant to the position in the image at which a
characteristic feature occurs.
Comparison of Results
The results obtained with each method are
summarised in Table 1. The conclusion was that direct image classification was
indeed possible and that both adaptive conventional methods and appropriate
neural networks could be used. As expected, "direct" methods of
simple template matching or input to large MLP networks performed badly.
However methods based on a "receptive field" swept across the image
proved relatively successful, and this was clearly due to the invariance of
their response to translations of the image. The results with generic images
gave us the confidence to tackle direct characterisation on real image with the
most promising methods. This is described in the next section.
Table 1: The best results for classifiers
of generic images
|
Method |
Field size |
No. Hidden units |
Success rate training |
Success rate testing |
|
Template matching |
- |
- |
75.0% |
50.6% |
|
Moments |
- |
- |
59.0% |
54.4% |
|
Adaptive receptive field |
5x5 |
- |
97.5% |
98.1% |
|
MLP |
- |
3 |
100.0% |
78.1% |
|
Shared weights MLP |
5x5 |
8 |
100.0% |
96.8% |
|
Receptive field + MLP |
5x5 |
4 |
100.0% |
91.8% |
 Figure 7: Processed ultrasonic images from typical defects
of each type. The data are shown as grey levels as a function of position in
three dimensions and at two angles
Figure 7: Processed ultrasonic images from typical defects
of each type. The data are shown as grey levels as a function of position in
three dimensions and at two angles
4.2 Direct classification of real images
The real ultrasonic images from the datasets
collected by Burch were characterised by the adaptive receptive field and MLP
receptive field methods described above. The original data contained rectified
images from some 66 defects and were available to us as images of around 0.5 mm
resolution in depth, 1 mm resolution in stand-off distance and 2 mm resolution
along the weld, and at two different probe angles.
The images were first preprocessed to obtain
coarser images of uniform size centred on the centre of gravity of the defect.
This made them suitable for direct input to a neural network. Figure 7 shows
data from typical defects of each type expressed as a grey level image in three
dimensions and two angles. The processed image size was 7x7x7x2pixels.
The adaptive receptive field method gave the
best results with quite small receptive fields, typically just 3x3x3x2 pixels
long the depth, distance from weld, distance along weld and angle axes
respectively. This size of receptive field gives 54 adjustable parameters to
the classifier, very much less than the number of pixels in the training data,
so that the problem of overfitting is much reduced. A success rate of 93.9% was
achieved on a leave-one-out basis. This result was not appreciably dependent on
the fraction of the dataset used for training. Figure 8 shows the form of the
adaptive receptive field after 4 iterations when convergence was essentially
complete.
The receptive field back propagation method
also gave good results for small receptive field sizes. With a field of 3x3x3x2
pixels and four hidden units, the network has some 232 adjustable weights and
does not seem susceptible to overfitting with the present set of 66 receptive
field images of 54 pixels each. The leave-one-out performance was 94% with 4
hidden units. A shared weight network containing four receptive fields each of
size 5x5x5x2 gave 90% success in a leave-one-out analysis of the dataset. 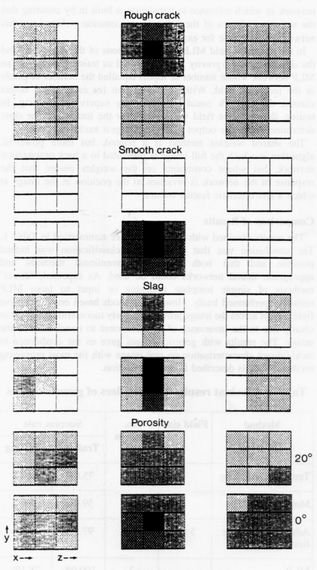
Figure 8: The trained
adaptive receptive fields for each of the four defect classes. Each field
consists of a grey-level image as a function of depth into the weld (z),
stand-off distance from the weld (x), distance along the weld (y) and the angle
of ultrasound beam. The characteristics of each class given schematically in
Figure 2 may be seen in each image
The best results obtained from three-image
classification and three feature based methods are summarised in Table 2. (Note
that the feature and image datasets used in this comparison are largely derived
from the same set of ultrasonic scans; however, because of difficulties
experienced in recovering all the image data, the feature-based dataset does
contain a few more examples than the image dataset.)
The results of Table 2 show that comparable
performance can be achieved with a range of methods, both classical and neural
net, and both feature-based and image-based. It was also found that whenever
misclassification did occur in either the feature-based or image-based
approaches, they tended to be the same ones. This indicates a possible difficulty
in assigning correct labels to the training set associated with the subjective
input of even a well-trained human observer.
Given this slight ambiguity as to the
absolute performance levels of all the methods, we concluded that in taking the
methods forward to the next step of on-line classification, we should choose
the approach on the basis of other factors such as speed of operation, ease of
implementation and flexibility in use. The image-based methods are, at present,
significantly faster in execution and were therefore chosen. Of these the
neural net-based methods are particularly fast in classifying inputs, although
the MLP networks do have the drawback of requiring significant training times.
This drawback is, of course, ameliorated by the fact that the training normally
needs to be performed only once, and so its impact on practical operation is
not significant.
Table 2: Performance of different
classifiers in the -characterisation of real ultrasonic data
|
Method |
Basis |
Type |
Parameters of the method |
Success rate |
|
k-nearest neighbour |
Features |
Conventional |
- |
91.6% |
|
Weighted minimum distance |
Features |
Conventional |
k=3 |
94.4% |
|
Direct MLP |
Features |
Neural network |
4 hidden units |
94.0% |
|
Adaptive receptive field |
Image |
Conventional |
3x3x3x2 |
93.9% |
|
Receptive field + MLP |
Image |
Neurall network |
3x3x3x2 field: 6 hiden units |
93.9% |
|
Shared weights MLP |
Image |
Neural network |
4 off 5x5x5x2 receptive field |
90.0% |
 Figure 9: The on-line defect characterisation system based
on the ZIPSCAN ultrasonic data collection. The probe is to the bottom right of
the picture, and is being scanned over the plate containing a single
"V" weld
Figure 9: The on-line defect characterisation system based
on the ZIPSCAN ultrasonic data collection. The probe is to the bottom right of
the picture, and is being scanned over the plate containing a single
"V" weld
5. An On-line Demonstrator for Defect Characterisation
At the end of the ANNIE project, defect
characterisation was chosen as one of the ideas which would be taken forward to
a demonstration stage. A demonstrator, illustrated in Figure 9, was built into
the Harwell "ZIPSCAN" ultrasonic data collection system (15)
This system consists of a pair of probes which measure ultrasonic reflections
at two angles: 60 and 45 degrees. (These probe angles were chosen because the
angle of the V-weld under study was about 60 degrees; the beam of the first
probe was therefore perpendicular to the weld/metal interface after reflection
off the back wall.) A B-scan can be collected by scanning the probes along a
direction perpendicular to a weld sample. The weld plate can then be moved
perpendicularly to the scan direction so that the complete four-dimensional
scan used in the earlier part of the project is collected. The system is
controlled by a Digital Equipment Corporation LSI 11/73 computer. The new
software was incorporated into the existing menu system and provides an on-line
characterisation of any defect following the scan.
Figure 10 shows an example of the reflected
ultrasound intensity from a rough crack defect. It is stored in a compressed
format allowing a resolution of around 1 mm in stand-off distance (x), 0.4 mm
in range (z), and 2 mm in length along the weld (y). Each facet of the crack
gives rise to an angled streak representing the change in the range of the
reflection as the probe is moved. The crosses represent the computed centre of
gravity of the defect.
The upper portion of Figure 11 shows the
image of Figure 10 processed to give a standard sized image of resolution 2x2x4
mm suitable for classification. The image has been centred so that the r +re of
gravity of the defect lies on the central pixel of the image, has been rotated
so that the z-axis lies perpendicular to the weld interface. The facets of the
rough crack now appear at roughly constant values of z. Two classifiers were
included in the demonstrator; an adaptive receptive field and a receptive field
MLP method. In both cases the receptive fields were trained off-line on a
separate system and down-loaded onto the ZIPSCAN system through a floppy disk.
The lower part of Figure 11 shows the trained adaptive receptive fields for the
four classes of defects. The white rectangles in the upper part of the figure
show the position in the image where the match with the rough crack receptive
field was best. 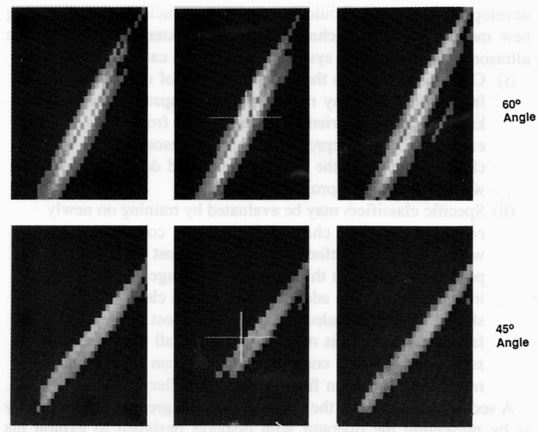
Figure 10: An ultrasonic
image from a rough crack as measured on the on-line defect characterisation
system. Each box represents a B scan with range (z) shown vertically and
stand-off distance (x) shown horizontally. Different distances along the weld
(y) are presented across the page. The upper set are measured at 60 o and the
lower set at 45o. The rough crack shows up as diagonal streaks from each facet
of the crack, reflected into both angles. The crosses denote the centre of
gravity of the image
Although the on-line system gave reliable
results for some types of defects - particularly smooth lack-of-fusion cracks,
its performance is not yet equal to that from the carefully collected datasets
used in the earlier part of project ANNIE. Future developments will assess how
the performance can be improved by examining the influence of experimental
uncertainties such as the contact probe coupling factor, the different
efficiency of the probes as well as the distance dependent attenuation of the
ultrasound. Extending the number of probe angles to three is also under
consideration.
6. Discussion
The work described above leads us to believe
that it will be possible to develop a commercial on-line flaw detection system
in the near future. A PC-based system such as the HFD2, which has been
developed at Harwell, should be a suitable vehicle for incorporating new
modules for defect characterisation as extensions to the basic ultrasonic data
collection system. Two options can be considered:
(i) Classifiers based on the existing dataset of ultrasonic images from welds.
In many respects these encapsulate the same knowledge an experienced tester
obtains from years of experience. They represent a valuable resource for
characterisation of the four types of weld defect considered within the ANNIE
project analysis.
(ii) Specific classifiers may be evaluated by training on newly collected data.
The characterisation may concentrate on whatever type of defect is considered
most important for the problem in hand. In this case the advantages of both
direct image analysis, and adaptive learning are clear. The highly skilled
research needed to choose the most appropriate feature parameters is no longer
needed; all that is required is supervised learning computation which can
extract the required information from the newly collected data. A second way in
which the new methods can greatly increase safety is by presenting the operator
with displays designed to exploit his judgement and experience as much as
possible. For example, our display of the compressed data, with optimum
resolution for a neural network analysis, is often more readily characterised
by the human eye than is possible by looking through the several pages of
original high resolution B scans at different positions and angles. When the
data is transformed into real space variables and superimposed on a diagram of
the weld geometry the operator is able to bring new factors into account. For
example a defect aligned along the weld interface is likely to be a
lack-of-fusion smooth crack. Porosity is likely to lie within the bulk of weld
metal. Thus a system should be able to give the operator both an on-line
characterisation and also a display to enable him to confirm the decision. A
reliability factor could also be introduced so the operator could be given a
"NOT CLASSIFIED" output. If there was any doubt in the
classification, the option would be available for the scan to be repeated at
higher resolution or over a different area. Such options are not possible if
the data analysis is performed off-line. 
Figure 11: The processed
image from the rough crack of Figure 10. The image has been further averaged,
and a rotation of the image made so that the depth axis is perpendicular to the
weld interface. The receptive fields for each of the four classes are shown at
the bottom of the figure. White rectangles show the positions in the image
where the rough crack receptive field has its best match
7. Conclusions
Neural networks and classical classifiers
have been applied to the problem of defect characterisation from ultrasonic
data. Success rates of order 90% have been obtained from a variety of methods.
Those based on direct analysis of the image give results comparable with those
based on expertly chosen features. They avoid the extensive computations
necessary in feature extraction, and the expert labour needed to choose
appropriate features to tackle any new characterisation problem. Adaptive
learning methods, based on processed training images of three-dimensional data
taken at two angles, have been incorporated successfully into an on-line demonstrator.
Both an adaptive receptive field and a neural network MLP classifier have given
good results.
8. Acknowledgements
The authors are grateful to
the Commission of the European Community for financial support for the ANNIE
project, and, both before and after this, the support of the Corporate Research
Programme of AEA Technology. One of us (LC) acknowledges the support of a
fellowship from the British Council whilst he worked at Harwell's National NDT
Centre during 1991.
9. References
1. Burch S F and Bealing N K. NDT
International 19(3), 145-153. 1986.
2. Burch S F, Lomas A R and Ramsey A T. Brit
J NDT 32(7), 347-350. 1990.
3. Duda R O and Hart P. "Pattern
Classification and Scene Analysis", John Wiley, New York. 1973.
4. Lippmann R P. IEEE ASSP Magazine 4. 1987.
5. Rumelhart D E and McClelland J L, eds
"Parallel Distributed Processing", Vols 1 and 2, MIT Press. 1986.
6. Baker A R and Windsor C G. NDT
International 22(2), 97-105. 1989.
7. Windsor C G. Neural Networks from Models
to Applications ed L Personnaz, G Dreyfus, IDSET, Paris, 592-601. 1989.
8. Song S J and Schmerr L W. Rev Prog in
Quantitative Nondestructive Evaluation, 104, 697-703. 1991.
9. McNab A and Dunlop I. Brit J NDT 33(1),
11-18. 1991.
10. Croall I F and Mason J P, eds
"Industrial Application of Neural Networks. Project ANNIE Handbook",
to be published by Springer-Verlag. 1992.
11. Tou J T and Gonzalez R C. "Pattern
Recognition Principles", Addison-Wesley. 1974.
12. Kohonen T. "Self-Organisation and
Associative Memory", Springer-Verlag. 1988.
13. Geman F, Bienenstock E and Doursat R.
Neural Computation, Vol 4, pp 1-58. 1992
14. Guy on I, Albrecht P, Le Cun Y, Denker J
and Hubbard W in Proc Int Neural Network Conf, Paris, 42-45. 1990.
15. Smith B J. Brit J NDT 28(1),
9-16. 1986.
Authors biographies
Colin Windsor is a Senior Scientist in
the National Nondestructive Testing Centre at AEA Technology, Harwell. He
worked in Materials Science for many years before becoming interested in neural
network applications some 5 years ago. He is an Honorary Professor of Physics
at Birmingham University.
Francois Anselme worked at Harwell on
attachment from the University of Paris. His attachment was supported by
Electricite de France. He has worked on the analysis of eddy currents using neural
network.
Dr Lorenzo Capineri worked at Harwell on
attachment from the Ultrasound and NDT Laboratory, in the University of
Florence.
Dr John Mason leads the Neural Network Applications
Group at AEA Technology's Harwell Laboratory. Trained as a nuclear physicist,
he now manages a group which concentrates on developing industrial applications
of neural networks.
Presented at the 31st Annual British
Conference on NDT, Cambridge, September 1992.